

蓝激光可对材料厚度较低的铜和其他有色金属进行受控热传导焊接。以前使用红外线激光切割薄金属箔,而不是将其连接起来,而现在则可以使用蓝激光有针对性地、可控地加工材料。蓝色激光束沿接缝熔化所需的材料。液化的材料相互流动,冷却后形成焊缝。这种工艺生产出的焊缝特别平滑,质量上乘,因此非常稳定。除了使用的波长外,该工艺与红外线激光基本相同。

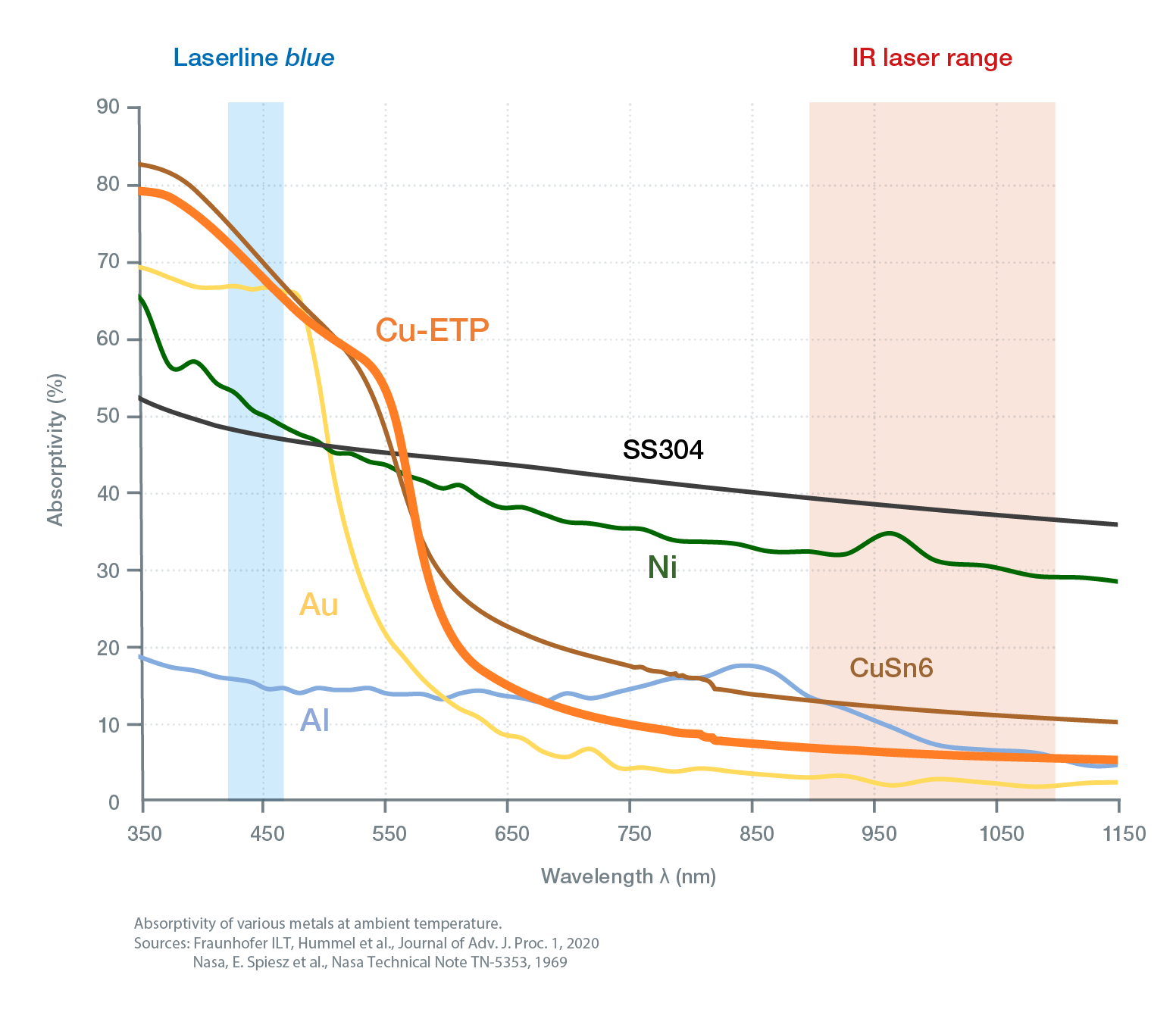
迄今为止,利用现有的工业激光光束源,只能在增加工作量的情况下成功地对铜等有色金属进行批量生产加工。蓝色激光二极管的开发开辟了新的可能性,因为铜和金对蓝光光谱的吸收率要比红外辐射高出七到二十倍(见图)。
蓝色高功率二极管激光器极大地改进了有色金属的激光材料加工。 尤其是薄金属箔和薄金属板,使用蓝色激光器可以更有效地进行加工,但蓝色二极管激光器还具有更多优势。



蓝光吸收率高,更容易熔化铜,此外,二极管激光器特有的强度曲线也有助于实现一流的加工效果。此外,Laserline 成熟的二极管激光器技术可以在几毫秒内对激光功率进行微调,从而使其完美地适应工艺要求。无论焊接前材料的表面质量如何,铜焊接过程中产生的焊缝都非常干净、平滑。它们具有极佳的导电性,几乎不会在材料的邻近区域产生飞溅。材料效率也特别高,因为一方面蓝激光不需要在接缝区域进行任何重叠或材料加固,另一方面液态铜在蓝激光辐射下具有很高的间隙桥接性。通过可控热传导焊接,在焊接不同金属时,铜首次被用作上层连接部件。即使是铜粉和极薄的铜箔,也能与钢和铝等其他材料连接。在铜箔的焊接方面,对焊和边缘焊已经取得了相当大的成果。
对于用户而言,LDF 和 LDM 平台提供了一个熟悉的、经过工业验证的系统,可与针对波长进行优化的加工光学元件结合使用。否则,只需稍作改动即可将激光器集成到生产中。由于波长范围的改变,加工单元的视线保护窗和防护镜是唯一需要更换的部分,以满足对工作员工的激光安全要求。
1 至 3 毫米铜

0.8 至 1.5 毫米铜


3 毫米铜板

1 毫米铜板

1.2 对 1.2 毫米铜板

1.2 mm 铜板上的 1.2
汽车各种部件中使用的小型电机通常需要精确可靠的焊点。使用蓝色二极管激光器进行铜焊接可用于汽车行业的各个领域,例如电机、传感器、控制元件和电池系统的制造。



蓝色二极管激光器的高吸收能力不仅适用于铜,还适用于多种应用和材料。不同性质的材料可以混合使用,而不会降低焊缝质量。
典型的材料混合物:
- 特殊涂层,如金、镍
- 混合材料,如钢、铜
- 其他材料,如钢、钛、非金属

0.2 毫米铜,0.3 毫米镀镍钢

0.2 mm 至 3 mm 镀金铜
例如,使用蓝色二极管激光器进行激光钎焊可实现铜管和铜配件的精确紧密连接。使用的填充材料是熔化温度低于铜的焊料。在激光钎焊中,热量是通过一个与部件几何形状相适应的激光光斑产生的。蓝色二极管激光器的均匀顶帽轮廓可确保均匀加热。只有钎焊合金熔化,填充钎焊间隙,从而将铜元件连接起来。
- 工艺温度 > 450°C
- 中等功率范围,如 0.5 至 1 kW
- 工艺时间为 2 秒或更长
- 接头几何设计具有高度灵活性
- 目标能源输入
- 良好的自动化和可控性

吸收能力强,光斑尺寸大,因此工艺简单、坚固耐用。
可克服间隙、错位和零件公差。
4 kW 激光功率 | 发夹



工艺简单、坚固耐用
高吸收率和大光斑尺寸
可接受间隙、偏移和部件公差
熔池立即形成,加工时间短

间隙 600 微米

侧面偏移 1.5 毫米

高度偏移 1.5 毫米
蓝色二极管激光器可用于剥离发夹上的绝缘层。为了能够进行随后的铜端接触,这一过程必不可少。通常使用扫描光学器件。这样,需要剥离的区域就会被激光点扫描,绝缘层就会被一步或多步剥离。

哪些激光解决方案特别适用于铜激光焊接以及金和其他有色金属加工?您可以在这里找到选择。

